SPAWANIE TIG (Tungsten Inert Gas) to metoda wykorzystująca nietopliwą elektrodę wolframową (tungsten). Pomiędzy tą elektrodą a materiałem spawanym jarzy się łuk elektryczny osłaniany gazem obojętnym (inert gas). Łuk elektryczny stapia spawany materiał tworząc spoinę. Jeśli jest taka potrzeba materiał dodatkowy podawany jest z boku, najczęściej ręcznie (podobnie jak przy spawaniu gazowym). Metoda TIG umożliwia łączenie prawie wszystkich metali i ich stopów przy zapewnieniu wysokiej jakości złączy spawanych.

Metoda TIG polecana jest szczególnie, jeżeli chce się uzyskać dobrze wyglądającą spoinę bez pracochłonnej obróbki mechanicznej po spawaniu (brak rozprysków), do spawania stali nierdzewnych, aluminium oraz cienkich blach (nawet poniżej 1 mm). Wymaga jednak większej koncentracji uwagi oraz koordynacji ruchów spawacza w porównaniu ze spawaniem innymi metodami łukowymi.
|
TYP
PRĄDU
|
PRZEBIEG PRĄDU
SCHEMAT
|
OPIS |
|
|
| DC |
 |
Prąd spawania płynie od elektrody wolframowej do materiału spawanego (strzałka czerwona), zwiększając strefę wpływu ciepła w materiale (głębokość) i zmniejszając obciążenie cieplne elektrody, Należy pamiętać ze odwrócenie polaryzacji spowoduje ze kierunek prądu zmieni się w kierunku „do elektrody” doprowadzając do jej uszkodzeniaw krótkim okresie czasu.
|
|
|
| AC |
 |
Prąd spawania płynie w części okresu od elektrody do materiału spawanego nagrzewając go (strzałka czerwona),
w drugiej części okresu płynie od materiału spawanego do elektrody co umożliwia rozbicie warstwy tlenków
i umożliwienie spawania (strzałka niebieska). Stosunek prądów w okresie sterowany jest funkcja AC BALANS
- umożliwia ona płynną zmianę kierunku przepływu prądu w funkcji czasu trwania 1 impulsu.
PRZYKŁADOWE NASTAWY:
1.Material spawany czysty, bez wtrąceń. Nastawa 30/70 - przez 30% czasu trawania impulsu materiał spawany jest czyszczony, przez 70% czasu trwania prąd płynie do materiału nagrzewając go i umozliwiając spawanie.
2.Materiał spawany z duża iloscią wtraceń, wytwarzający dużą ilość tlenków. Nastawa 70/30 - przez 70% czasu trwania impulsu materiał spawany jest czyszczony (wysoka koncentracja ciepła na elektrodzie zwiekszająca zużycie) reszta okresu (tj 30%) to czas spawania.
|
|
|
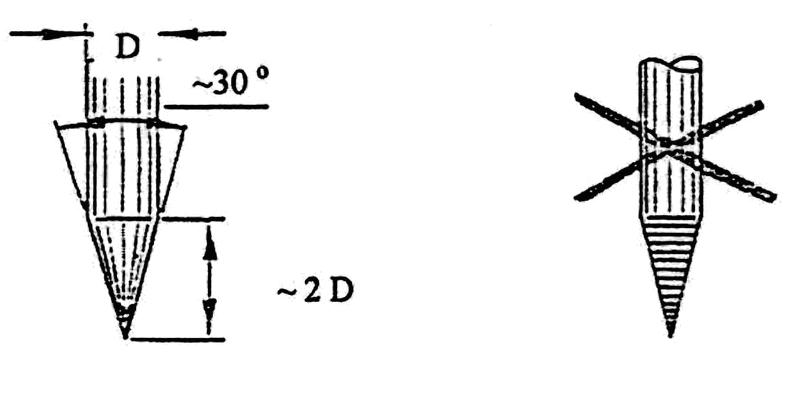
ELEKTODY TIG. Do spawania metodą TIG używa się elektrod wykonanych z materiału o bardzo wysokiej temperaturze topnienia. Materiałem takim jest wolfram który może być użyty w postaci czystej (elektroda zielona) lub jako stop z dodatkiem dwutlenków: toru, cyrkonu, lantanu, itru lub ceru. Tlenki te przyczyniają się do przedłużenia trwałości elektrod oraz ułatwiają zajarzenie łuku i zwiększają jego stabilność. Odpowiedni kształt końca elektrody zapewnia stabilne jarzenie się łuku i praktycznie eliminuje zjawisko błądzenia łuku które może wystąpić gdy czoło elektrody przybiera kształt kulisty lub gdy kąt wierzchołkowy jest większy niż 120°. Przy spawaniu prądem przemiennym zaokrąglenie końcówki elektrody jest nieuniknione i nie ma istotnego wpływu na przebieg procesu spawania. Kształt końca elektrody nietopliwej ma istotny wpływ na proces spawania, gdyż wpływa na łatwość spawania i głębokość przetopienia.
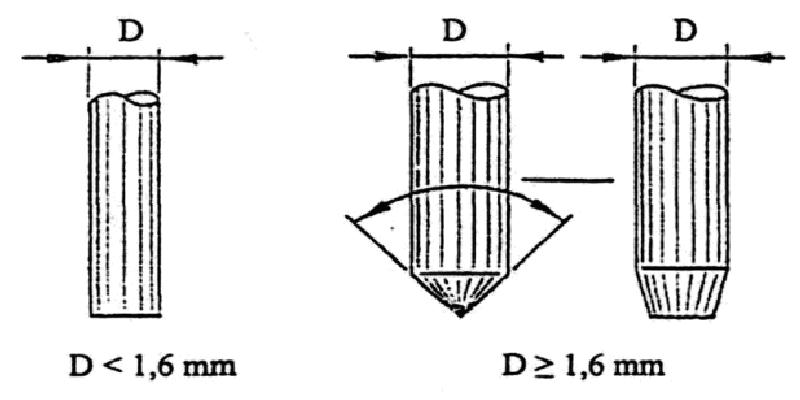
Zalecane sposoby przygotowania końcówek elektrod nietopliwych:
| PRĄD STAŁY (DC) |
PRĄD ZMIENNY (AC) |
 |
 |
W powszechnej opinii panuje przekonanie że do spawania aluminium i jego stopów (AC) należy stosować elektrodę z czystego wolframu –zieloną. Jest to przekonanie błędne. Większość produkowanych obecnie urządzeń mających funkcje AC inicjuje łuk elektryczny wykorzystując prąd stały DC i następnie przechodzi na prąd przemienny AC. Ponieważ elektroda „zielona „ nie nadaje się do DC inicjacja łuku może być utrudniona lub nawet nie możliwa. Dlatego przy spawaniu AC należy używać elektrod nadających się do prądu stałego DC jak i zmiennego AC np. gold lub szarej.
Dobór elektrod w zalezności od materiału spawanego:
*) do spawania aluminium zaleca sie elektode GOLD albo SZARĄ
|
|
Średnica
elektrody |
TIG DC |
TIG AC |
PRZEPŁYW GAZU |
| [mm] |
[A] |
[A] |
[l/min] |
| 1,0 |
5÷80 |
10÷80 |
5÷6 |
| 1,6 |
60÷140 |
15÷90 |
6÷7 |
| 2,4 |
130÷220 |
20÷140 |
7÷8 |
| 3,2 |
220÷340 |
30÷200 |
9÷10 |
| 4,0 |
330÷350 |
40÷350 |
11÷12 |
Spawanie metodą TIG w trudnodostępnych miejscach za pomocą SOCZEWKI GAZOWEJ:
W niektórych typach spoin szczególnie pachwinowych oraz przy spawaniu rur pod katem może się okazać ze standardowa dysza gazowa i maksymalna długość wysunięcia elektrody wolframowej może uniemożliwić poprawne prowadzenie łuku spawalniczego, rozwiązaniem tego problemu jest zastosowanie soczewki gazowej która umożliwia takie formowanie gazu osłonowego ze możliwe jest nawet dwukrotne wysuniecie elektrody wolframowej i tym samym dostęp do wcześniej niedostępnego obszaru.

Spawanie rur pod kątem
| STANDARDOWY KORPUS TULEJKI |
SOCZEWKA GAZOWA |
 |
 |
| Standardowy korpus tulejki ma 3 otwory gazowe na obwodzie przez ktore doprowadzany jest gaz osłonowy do wnetrza osłony porcelanowej, podowuje to wprowadzenie turbulencji gazu oraz szybszy zanik własciwosci osłonowych |
Soczewka gazowa umożliwia wytworzenie laminarnego przepływu wzdłuż elektrody, wzmacniając efekt osłonowy oraz wydłużając jego działanie ( X2) |
Zasada działania SOCZEWKI GAZOWEJ
Przeplyw gazu rownolegle do osi elektrody jest formowany poprzez element 1. Gaz przepuszczany jest przez element w postaci sitka o otworach o małej srednicy
powoduje to rozbicie strumienia gazu na wiele mniejszych płynących w jednym kierunku i powtórne ich zformowanie w jeden równoległy na wylocie z soczewki.